Elektrostatik in der Industrie
Wie sie entsteht und was man dagegen unternehmen kann
Unten beschreiben wir, wie die Ladung zustande kommt. Es wird die Art und Weise erläutert, welche in der Industrie am meisten vorkommt: Elektronenverschiebung durch Kontakt und Trennung. Es gibt noch weitere Möglichkeiten wie durch starke Strahlung, Influenz etc. darauf gehen wir nicht ein.
 Beinahe alle Stoffe haben auf äusserster Atom- und Molekülebene Elektronenschalen, welche einen verhältnismässigen Elektronenüber- oder -unterschuss aufweisen.
Beinahe alle Stoffe haben auf äusserster Atom- und Molekülebene Elektronenschalen, welche einen verhältnismässigen Elektronenüber- oder -unterschuss aufweisen.
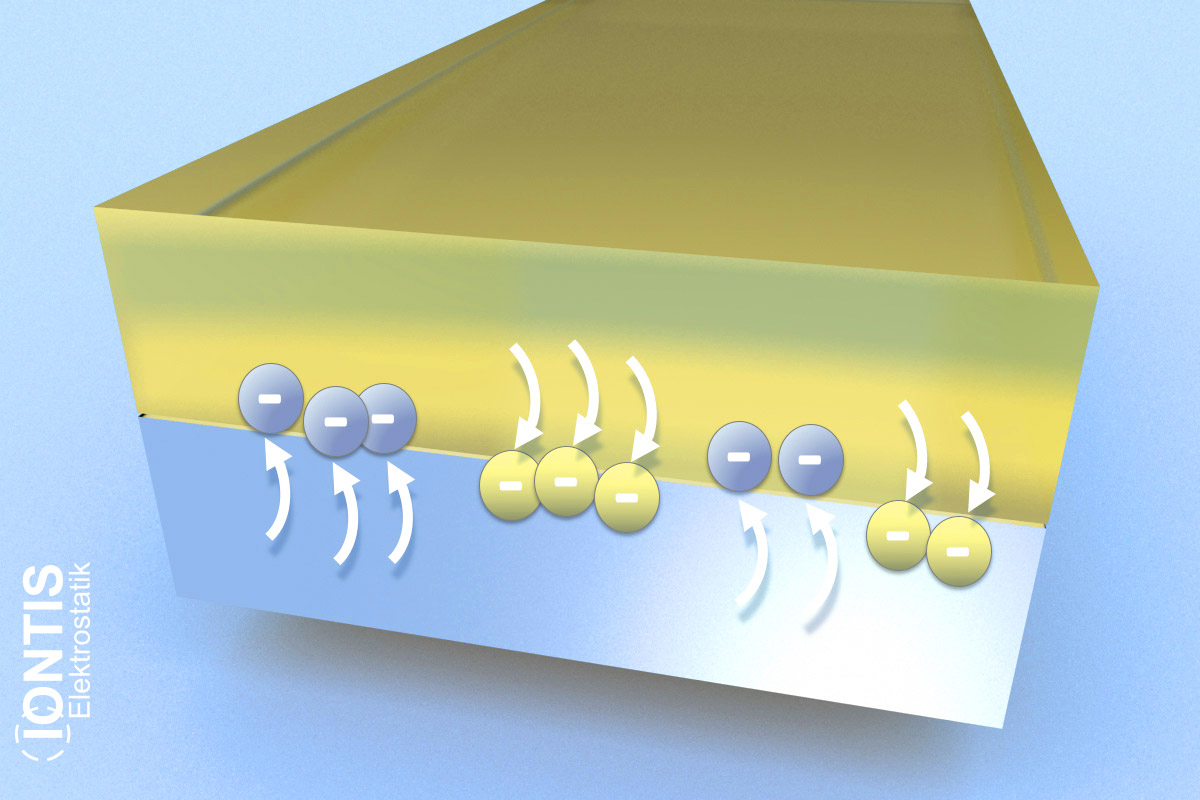
Wenn sich Oberflächen berühren, erfogt ein automatischer Elektronenübertritt bis zum elektrostatischen Gleichgewicht.
 Beim Trennvorgang können Elektronen abhängig von der (Trenn-)Geschwindigkeit nicht zurück sondern werden „weggerissen“.
Beim Trennvorgang können Elektronen abhängig von der (Trenn-)Geschwindigkeit nicht zurück sondern werden „weggerissen“.
Als Folge davon fehlt ein Elektron an einem Ort, während es am neuen Ort in der Gesamtbilanz zuviel ist: positive UND negative Ladungsinseln entstehen, unabhängig davon ob ein Stoff leitfähig ist oder nicht.
 Ein Isolator ist weder durch das Material hindurch…
Ein Isolator ist weder durch das Material hindurch…
…noch an der/über die Oberfläche ableitfähig d.h. die Ladung fliesst nicht ab und bleibt bestehen.
Die elektrische Ladung verbleibt am Ort, d.h. ist statisch -> Elektrostatik
Erdung nützt nichts.
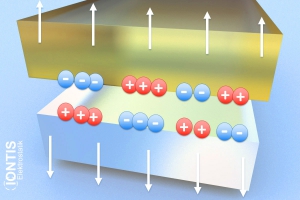
 Wie bei allen Materialien findet auch bei leitfähigen und geerdeten ein Elektronenübertritt zum elektrostatischen Gleichgewicht an den Kontaktflächen statt.
Wie bei allen Materialien findet auch bei leitfähigen und geerdeten ein Elektronenübertritt zum elektrostatischen Gleichgewicht an den Kontaktflächen statt.
Beim Trennvorgang verbleiben auch hier je nach Geschwindigkeit Elektronen zurück.
 Während ein Isolator (oben) geladen bleibt kann nun aber der leitfähige Körper (unten) z.B. Metallwalze sich einfach gegen Erde entladen
Während ein Isolator (oben) geladen bleibt kann nun aber der leitfähige Körper (unten) z.B. Metallwalze sich einfach gegen Erde entladen
Elektrostatik am Isolator (oben) z.B. Plastikfolie wird so jedoch nicht vermieden -> ableitfähige und geerdete Maschinenteile verhindern keine Elektrostatik am Material!
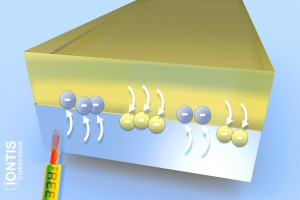
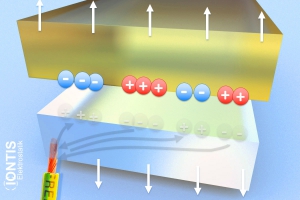
 Mit Entladeelektroden werden Luftmoleküle geladen: an scharfen Spitzen wird Hochspannung angelegt welche die Luft ionisiert d.h. die Luft nimmt die Ladung auf.
Mit Entladeelektroden werden Luftmoleküle geladen: an scharfen Spitzen wird Hochspannung angelegt welche die Luft ionisiert d.h. die Luft nimmt die Ladung auf.
Die Ionen werden durch die gegensätzliche Ladung auf der Materialoberfläche angezogen und wandern dahin (bis zu 1500mm ohne blasen).
Die Luft tauscht die Ladung auf der Oberfläche aus und neutralisiert die Oberfläche beinahe komplett.
Die Ionisierung findet gepulst statt – es wird nie gleichzeitig Plus- und Minus erzeugt sondern getaktet.
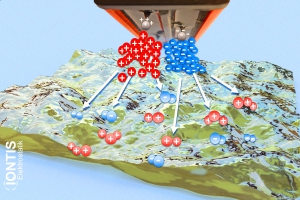
Keine Oberfläche ist wirklich glatt, aber die Luftmoleküle erreichen „Berg und Tal“.
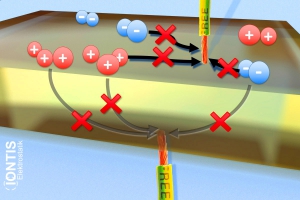
 Bei den passiven Systemen werden viele zwingend geerdete Faserspitzen sehr nah an das Material gebracht und funktionieren auch mit ionisierter Luft.
Bei den passiven Systemen werden viele zwingend geerdete Faserspitzen sehr nah an das Material gebracht und funktionieren auch mit ionisierter Luft.
Die passiven Ionisatoren entladen das Material über einen sehr engen Luftspalt aufgrund des elektrischen Feldes, welches sich auf natürliche Art und Weise gegen Erde aufbaut.
Dieser physikalische Effekt bricht jedoch bei einer gewissen Feldstärke ab, als Konsequenz erreicht ein passiver Ionisator keine tiefe Restladung, wir sprechen hier nicht von Neutralisierung. Die Entladung reicht gerade aus um Funken und Schläge zu vermeiden, jedoch selten, um Anhaftung (z.B. Schmutz, andere Materialien etc.) oder Abstossung (z.B. Farbtröpfchen Druck oder teleskopieren von Folie) zu vermeiden.